Kiểm tra quy trình sản xuất bao bì hộp gấp – Quy trình sản xuất của công đoạn In & Thành phẩm (Phần 1)
Bao bì hộp giấy là một trong những sản phẩm in thông dụng và rất thường gặp. Đây là dạng bao bì cấp 1 hoặc cấp 2 vừa dùng để chứa đựng sản phẩm, vừa mang chức năng quảng cáo. Do đó nó rất được chú ý và quan tâm về mặt chất lượng.
Ở bài này này Prima.vn xin giới thiệu Phần 1: Kiểm tra quy trình sản xuất bao bì hộp giấy – Quy trình sản xuất ở Công đoạn In
Nội dung phần này xin giới thiệu:
– Quy trình sản xuất cho công đoạn in
– Trình tự các bước kiểm tra bài in:
-
-
- Kiểm tra sự chính xác chồng màu
- Dải thang kiểm soát màu
- Các ô hình sao
- Kiểm tra vùng sáng tối
- Thang đo tầng thứ
- Đo hiệu mật độ mực khi đã khô
-
Dưới đây là thông tin chi tiết:
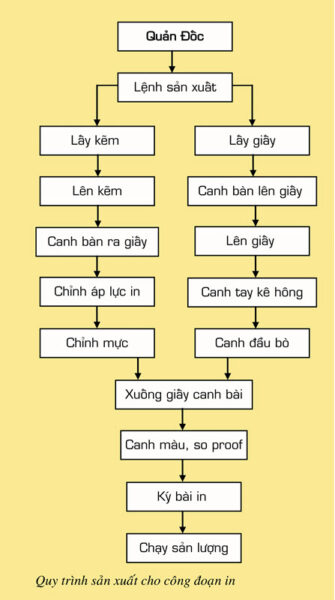
1. Quy trình sản xuất cho công đoạn in
|
 |
- Thợ phụ 1 xuống kẽm cũ, lên kẽm mới và lau cao su. Ở công đoạn này thì 2 thợ phụ hỗ trợ nhau theo nguyên tắc người nào xong việc trước thì phụ giúp người kia.
- Trưởng máy bổ sung mực (CMYK) trên máy nếu cần thiết hoặc thay mực nếu là mực pha.
- Khi việc lên giấy, lên kẽm, lau cao su và canh máy xong thì cho chạy thử giấy trắng với tốc độ 7000 tờ giờ để kiểm tra đầu bò, bánh xe chổi lông, lưỡi thép dằn đầu giấy, tay kê đầu và bàn ra giấy.
- Ép in để canh chồng màu. Luôn luôn dùng kính lúp để kiểm tra sự chồng màu
- Kiểm tra vị trí của bài in trên giấy:
-
- Kiểm tra cho 2 point giữa nằm ở giữa giấy.
- Kiểm tra đường thành phẩm thực tế của mẫu gốc so với vị trí bài in.
-
- Kiểm tra nội dung của bài in so với mẫu gốc một cách tổng quan: chữ có bị nhảy dòng không, có bị mất nét hay không,…. Nếu phát hiện có sự khác biệt thì phải báo ngay cho trưởng phòng kế hoạch.
- Kiểm tra và làm sạch kẽm, cao su.
- Chạy 100 tờ (kể cả giấy dơ) để canh cân bằng mực nước và canh màu. Lập lại bước này vài lần đến khi cân bằng mực nước và màu giống mẫu gốc.
- Khách hàng/ người đại diện ký bài hoặc kiểm tra, so sánh với proof đã được khách hàng ký duyệt.
- Chạy sản lượng và kiểm soát quá trình chạy máy.
- Khi máy chạy ổn định thì trưởng máy giao cho một thợ phụ để chuẩn bị in bài tiếp theo (nạp dữ liệu CIP4 và các dữ liệu cần thiết cho bài in tiếp theo).
- Khi kết thúc bài, chờ khô, trưởng máy kiểm tra để loại bỏ những tờ không đạt chất lượng ra và gắn phiếu thành phẩm vào cây giấy đó, lấy ra một tờ in chuẩn bị ghi code CIP4, số phiếu sản xuất, ngày thực hiện, kẹp chung với mẫu gốc và giao lại cho trưởng bộ phận thành phẩm.
2. Trình tự các bước kiểm tra bài in
a. Kiểm tra sự chính xác chồng màu:
Độ chồng khít của bốn màu tại các ô chồng màu với hình ảnh in phải vừa khớp với nhau.
Các ô chồng màu:
|
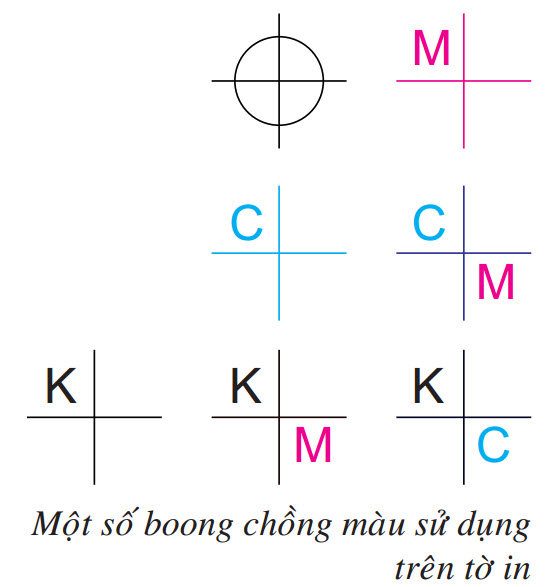 |
- Các boong chồng màu này cho phép ta đánh giá mức độ chồng màu một cách đơn giản, có thể xác định mức độ hiệu chỉnh ống bản hiệu quả để đưa các boong này chồng vừa khít với nhau.
- Khi dùng máy in một màu để in chồng bốn màu, hiện tượng giấy bị giãn khi đi qua máy in sẽ dẫn đến việc không thể chồng màu chính xác ở các ô.
- Boong chữ thập in chồng bốn màu đặt chung với vòng tròn giúp ta duy trì chồng màu chính xác sau khi đã canh bài hoàn chỉnh.
Kiểm tra độ chồng khít hình ảnh:
- Thang này gồm một chuỗi các dạng hình học được hợp bởi các màu CMYK được thiết kế theo chiều ngang, dọc, đường chéo và hình tròn trùng khớp với nhau khi hình ảnh được chồng màu vừa khít.
|
 |
b. Dải thang kiểm soát màu:

|
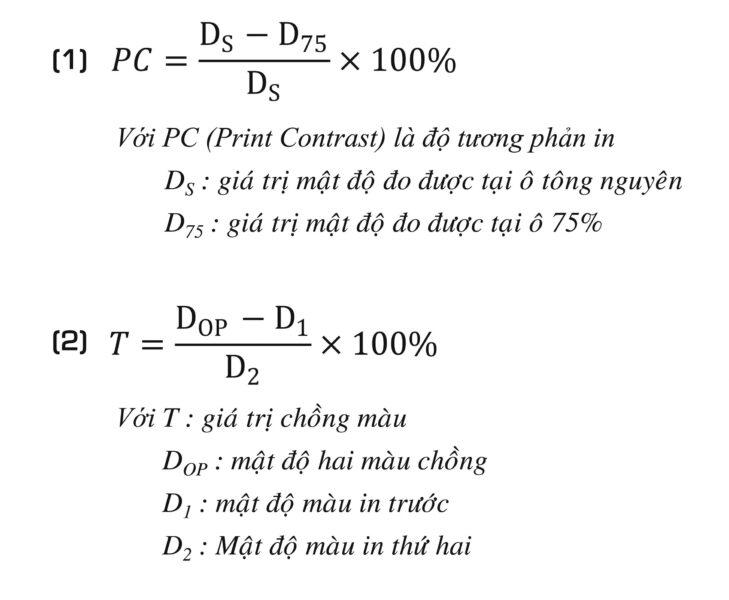 |
- Các ô tông nguyên màu RGB nằm xen kẽ với các ô màu CMYK cần được đo giá trị mật độ để tính toán giá trị chồng màu theo công thức (2).
c. Các ô hình sao:
|
Đây là hình bao gồm các đường xuất phát từ tâm một hình vuông và có độ dày thay đổi từ tâm ra phía ngoài (càng cách xa tâm các đường có độ dày lớn hơn).
|
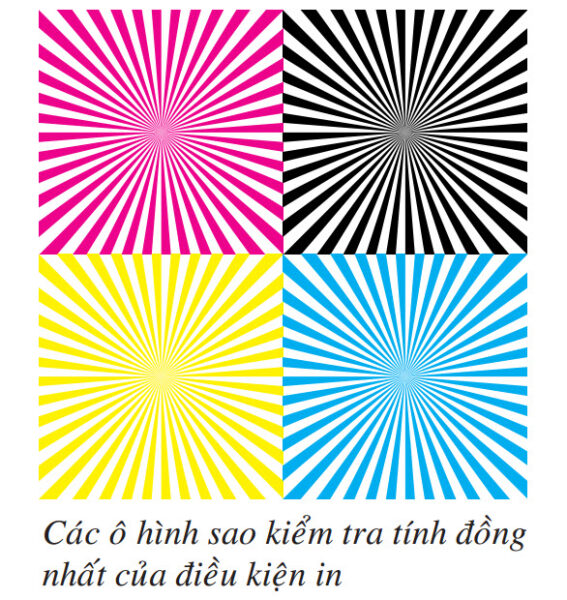 |
- Các ô hình sao là những ô hoa văn tròn tạo bởi các đường tam giác có màu xen kẽ giữa màu trắng với vùng tông nguyên; chúng giao nhau tại tâm điểm của ô vuông này. Ô hình sao rất nhạy với mắt thường khi kiểm tra các sự cố xảy ra khi in như gia tang tầng thứ, kéo dịch hay đúp nét. Khi quan sát bằng mắt thường ta có thể xác định các nguyên tắc sau :
-
-
-
- Hình tròn ở tâm to ra báo hiệu gia tăng tầng thứ quá cao
- Hình ở trung tâm của ô sao to ra biến thành hình bầu dục báo hiệu hướng bị kéo dịch – hướng vuông góc với trục dài của hình bầu dục.
- Hình số 8 xuất hiện ở tâm của ô hình sao khi đúp nét xảy ra.
-
-
- Sự thuận tiện của các ô hình sao là nó giúp dự đoán được tất cả các nguyên nhân làm cho sự gia tăng tầng thứ trong điều kiện in cụ thể bên cạnh việc sử dụng máy đo mật độ.
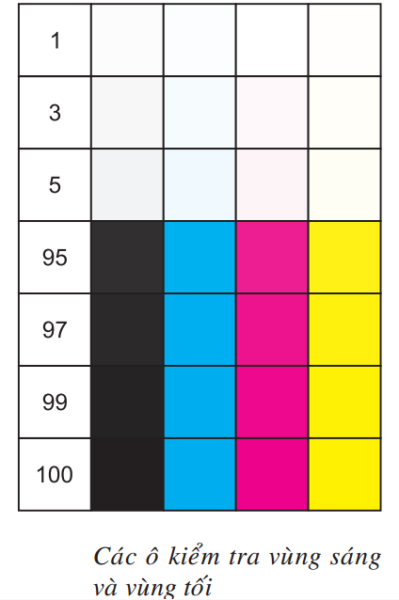
d. Kiểm tra vùng sáng tối:
|
 |
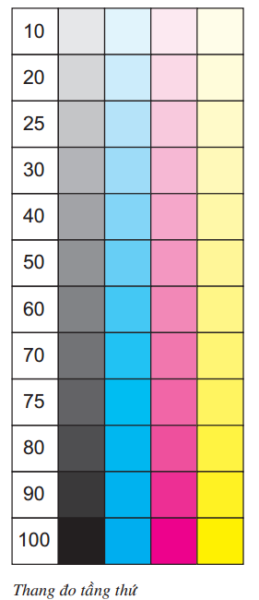
e. Thang đo tầng thứ:
|
 |
f. Đo hiệu mật độ mực khi đã khô:
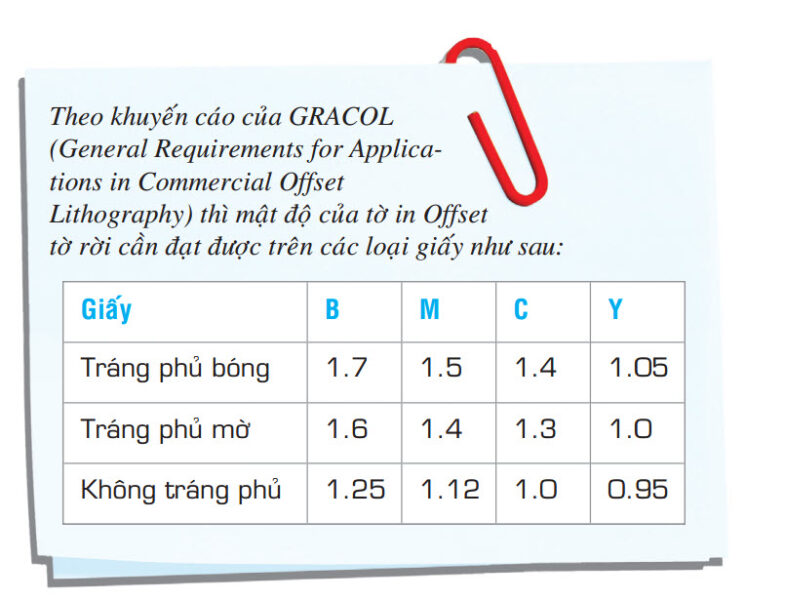
- Chọn ba tờ in mới in ra và đo ngay mật độ mực của mỗi màu ở từng ô riêng lẻ trên thang màu của mỗi tờ, sử dụng kính lọc phân cực, không cần đo trên toàn bộ vùng in. Nên nhớ là chọn ô có độ bám mực tốt nhất để đo; đo mật độ mực còn ướt trên cả 3 tờ in ở cùng vị trí ô chọn như nhau.
- Để riêng các tờ in này cho đến khi mực khô. Sau 1 giờ, ta dùng máy đo mật độ để đo lại các giá trị mật độ trên tờ in, sử dụng kính lọc không phân cực.Từ các số liệu đo đạc được ở trên, ta tính được hiệu mật độ mực khi khô và khi mực còn ướt của mỗi tờ mẫu và giá trị trung bình của các màu mực. Kết qủa là ta thấy giá trị mật độ mực sau khi khô đã giảm đi một ít, đây là do sự khô của mực trên tờ in. Trong thực tế, trải qua thời gian vài ngày, vài tuần hay lâu hơn, giá trị mật độ của mực trên tờ in sẽ giảm xuống nhiều khi so sánh với tờ in còn ướt.
- Giá trị hiệu mật độ sẽ được lưu giữ và được tính toán để đưa ra thành một tiêu chuẩn chung cho mỗi nhà in. Trên thực tế thì giá trị hiệu mật độ của mỗi lần in ngoài loại mực in sử dụng còn phụ thuộc vào các yếu tố khác như loại giấy, cách thiết lập áp lực in, loại cao su, điều kiện cân bằng mực nước… Giá trị hiệu mật độ thật sự có ý nghĩa trong những lần in tái bản, việc lưu giữ giá trị này kết hợp với tên một bài in cụ thể sẽ đánh giá được hiệu quả của việc in tái bản.
—- Công ty Huynh Đệ Anh Khoa
Xin đón xem Phần 2: Kiểm tra quy trình sản xuất bao bì hộp giấy – Quy trình sản xuất ở Công đoạn Thành phẩm