CÁC TIÊU CHÍ ĐÁNH GIÁ VÀ DỰ ĐOÁN PHƯƠNG PHÁP XỬ LÝ BỀ MẶT CHO TỪNG LOẠI VẬT LIỆU IN KHÔNG THẤM HÚT
1. Phương pháp đánh giá:
– Vật liệu không thấm hút có sức căng bề mặt nhỏ hơn mực in nên cần phải xử lý bề mặt để mực in có thể bám dính tốt. Các phương pháp xử lý bề mặt phổ biến như: tráng phủ, xử lý corona, xử lý plasma, xử lý laser… Để đánh giá sự tương thích giữa vật liệu – mực in và khả năng bám dính của mực in trên vật liệu của 2 phương pháp xử lý phổ biến: corona và tráng phủ. Các thí nghiệm sẽ được tiến hành trên 4 loại vật liệu nhựa thông dụng: PE, PP, PET, PVC với chiều rộng 60 mm và dài 265 mm.
– Sử dụng băng keo vàng dán lên bề mặt lớp mực in và giật mạnh để kiểm tra sự bám dính của mực trên vật liệu đã được xử lý.
– Các yếu tố ảnh hưởng đến hiệu suất xử lý được khảo sát: thời gian xử lý bề mặt vật liệu, định lượng mực cấp trên vật liệu.
2. Sử dụng bút test Corona:
Để mực in có thể bám được trên bề mặt polymer thì cần phải xử lý bề mặt vật liệu trước khi in. Một giải pháp dùng để kiểm tra sức căng bề mặt vật liệu là sử dụng công nghệ bút Dyne. Sử dụng bút thử Dyne cho kết quả nhanh chóng và dễ dàng cho thấy khả năng chống thấm bề mặt. Để đạt được độ bám dính mực tối ưu thì cần tăng năng lượng bề mặt của vật liệu in. Các phương pháp được ứng dụng dùng để làm tăng sức căng bề mặt vật liệu là phương pháp xử lý bề mặt bằng Corona và Plasma là phổ biến hiện nay. Xác định năng lượng bề mặt có thể đạt được bằng cách đo góc tiếp xúc hoặc bằng cách sử dụng bút thử năng lượng bề mặt (kiểm tra mức Dyne). Chất lỏng chứa trong bút được dựa trên phương pháp DIN ISO 8296 để đo năng lượng bề mặt của màng.

Hình 1: Bút thử màng nhựa Corona
Cách sử dụng:
– Vẽ 1 đường thẳng khoảng 1 inch trên vùng kiểm tra bằng bút Dyne.
– Kiểm tra thời gian mực thay đổi giọt nhỏ hoặc co lại. Nếu sau 2 giây mà không
có gì thay đổi thì thử lại với bút Dyne cao hơn.
– Thử nghiệm nhiều hơn 3 loại bút đối với sức căng bề mặt của mực in, lớp phủ.
– Khi chất lỏng trên bề mặt vật liệu, nếu sức căng bề mặt vật liệu thấp hơn năng lượng bề mặt của bút Dyne thì hình dạng của mực là những giọt nhỏ. Ngược lại, nếu năng lượng bề mặt vật liệu lớn hơn năng lượng của bút Dyne thì mặt sẽ căng đều trên bề mặt.
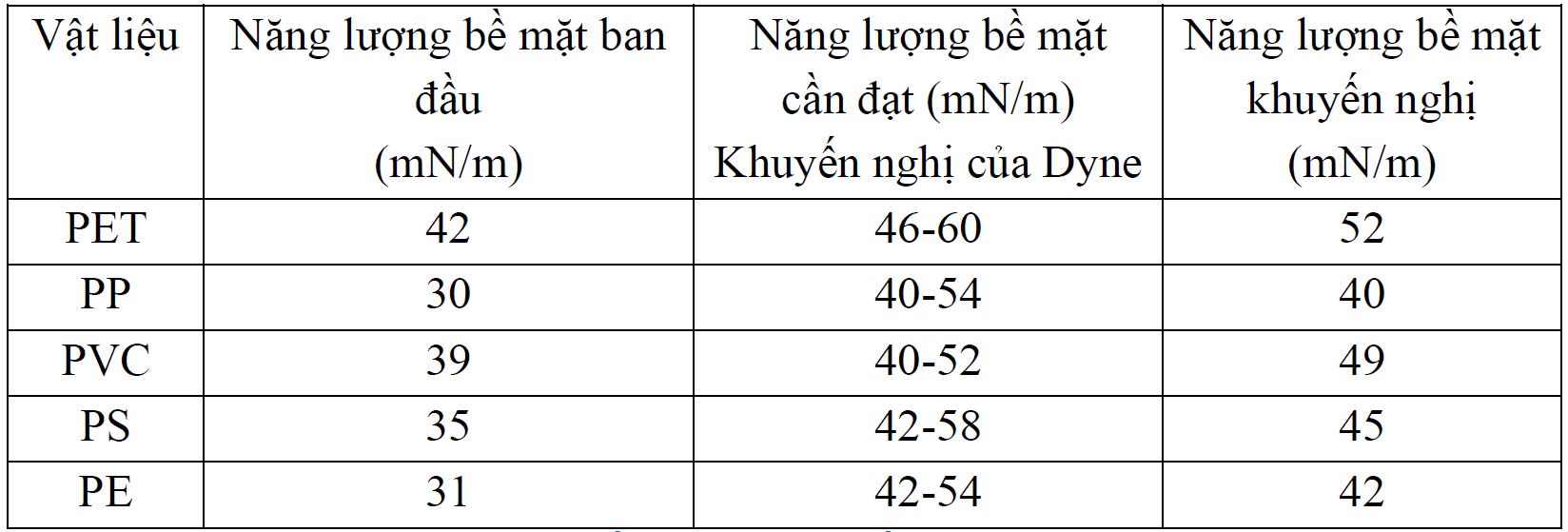
– Sức căng bề mặt của một số loại polyme tương ứng với từng loại mực in của từng phương pháp in theo khuyến nghị của Dyne được thể hiện ở bảng 1.

Hình 2: Biểu diễn năng lượng bề mặt đạt và chưa đạt
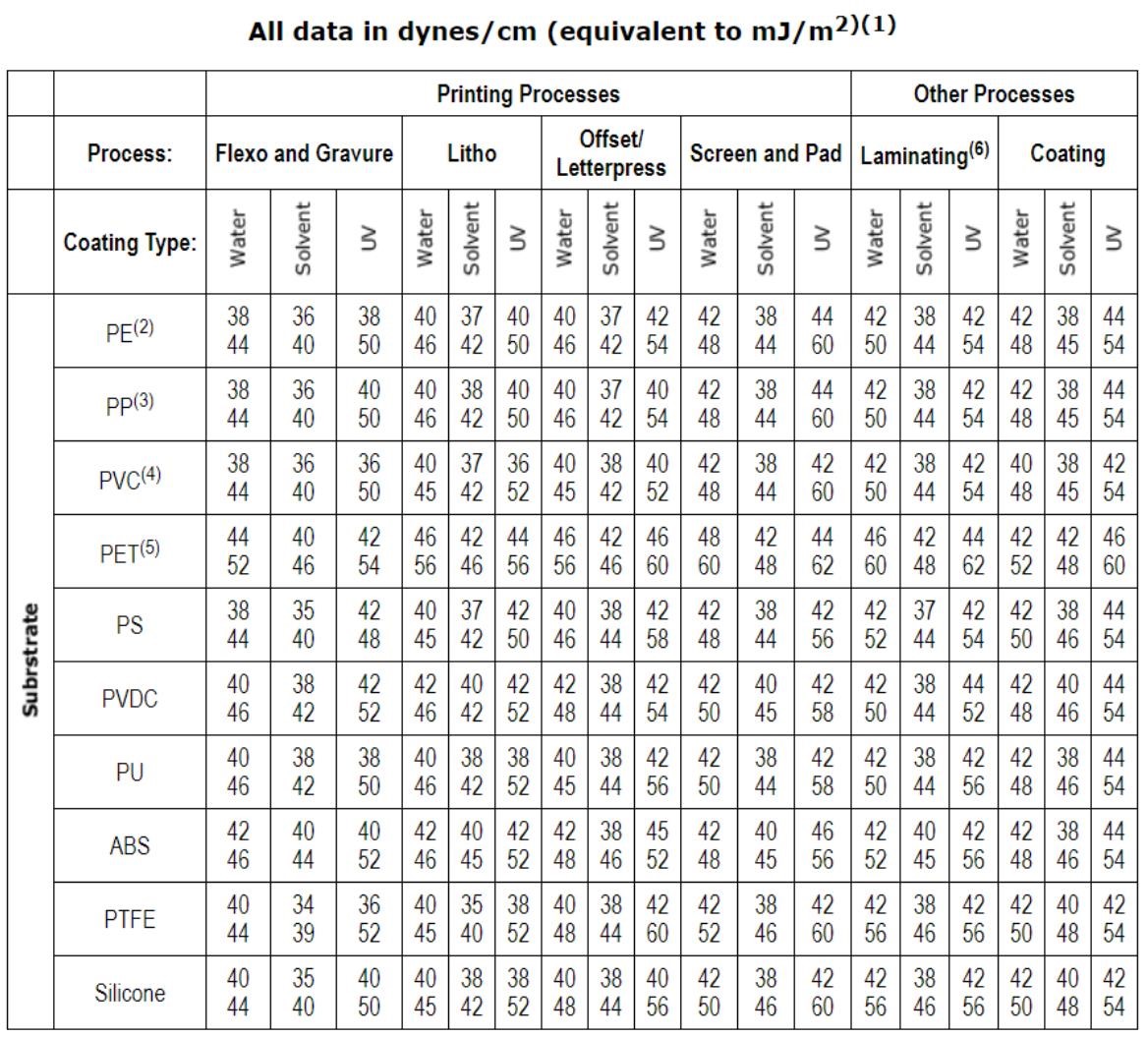
Bảng 1: Bảng sức căng bề mặt của từng loại vật liệu polyme tương ứng với các loại mực in của từng phương pháp in (theo khuyến nghị của dyne)
3. Đo góc tiếp xúc θc:
Để đánh giá quá trình xử lý ( corona, plasma ) và ảnh hưởng của các thông số nói trên. Một giọt nước cất với thể tích 5 µl được nhỏ lên trên màng nhựa và được chụp bằng máy ảnh Canon 40D với ống kính Tamron 17- 50 đảo đầu, ảnh sau khi chụp sẽ được xử lý bằng phần mềm xử lý ImageJ. (Plugin: Contact angle) để đo góc tiếp xúc.
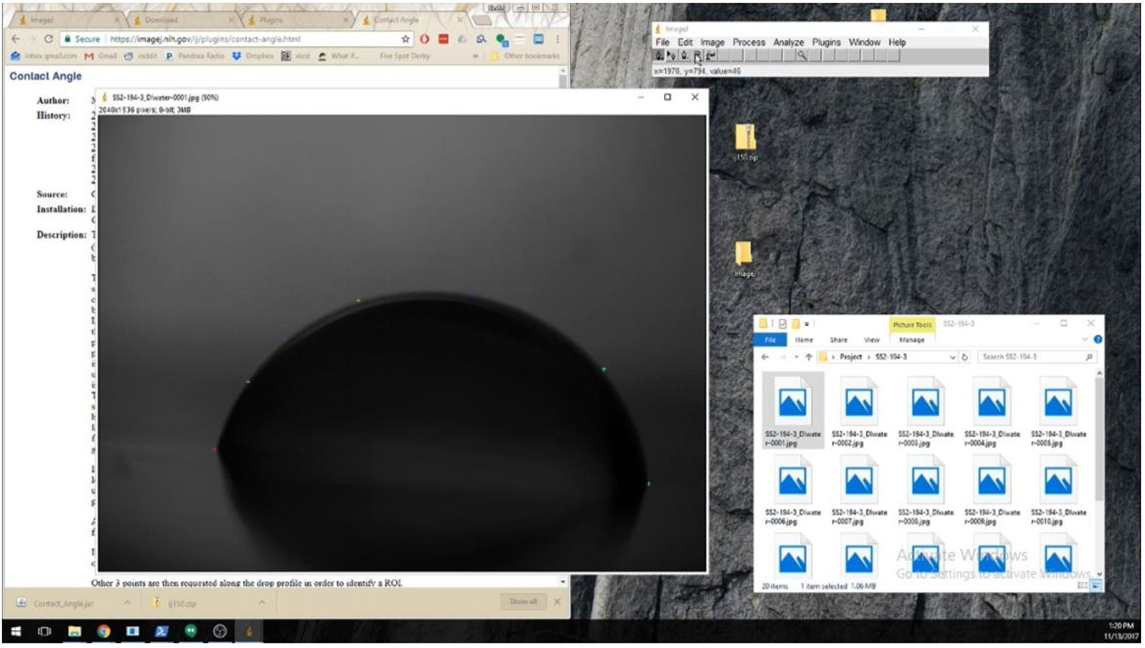
Hình 3: Phần mềm ImageJ sử dụng để đo góc tiếp xúc
Mỗi mẫu màng nhựa được xử lý bởi một thông số cụ thể được tiến hành đo góc tiếp xúc 3 lần. Năng lượng bề mặt hay hiệu quả xử lý được đánh giá qua thông số góc tiếp xúc bề mặt θc , năng lượng bề mặt càng lớn thì góc tiếp xúc θc càng nhỏ, để đảm bảo chất lượng in trên bề mặt nhựa góc tiếp xúc cần đạt sau khi xử lý, θc ≤ 880.
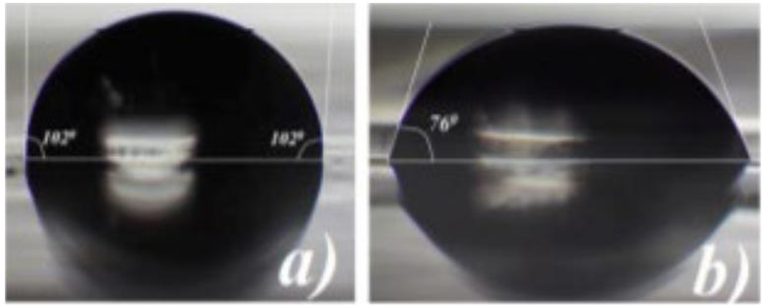
Hình 4: Góc tiếp xúc trên màng nhựa PP
a) Trước khi xử lý b) Sau khi xử lý bằng Plasma (150V, 1.75A, 20m/ph)
Đối với phương pháp tráng phủ Primer ta cũng tiến hành đo góc tiếp xúc sau khi tráng phủ xong như 2 phương pháp trên.
Sau khi tráng phủ Primer và sấy khô, tiến hành kiểm tra chất lượng tráng phủ bằng băng keo 3M. Dán lên bề mặt vật liệu đã được tráng phủ và bức mạnh rồi kiểm tra bề mặt. Nếu xảy ra hiện tượng tróc màng. Tiến hành xử lý lại (tăng hệ thống sấy hoặc xử lý bề mặt vật liệu trước khi tráng phủ).
4. Dự kiến kết quả cho các loại vật liệu cũng như phương pháp xử lý:
Dự kiến phương pháp xử lý cho từng loại vật liệu:
– Bảng vật liệu sử dụng để tham khảo:
( Thực nghiệm áp dụng cho phương pháp in Offset với mực in UV (25 – 35 dynes))
Bảng 2: Bảng khuyến nghị năng lượng cần để xử lý bề mặt cho các loại vật liệu
– Phương pháp xử lý bề mặt:
+ Corona
+ Plasma
+ Tráng phủ Primer UV
– Các kiến nghị sử dụng phương pháp xử lý cho các loại vật liệu:
+ Corona
Các loại vật liệu sử dụng: PP, PE
Việc sử dụng corona để xử lý các loại vật liệu có mức năng lượng thấp vì Corona sử dụng hiệu điện thế có công suất cao để có thể tăng mức năng lượng như mong muốn.
Công suất phát điện khi xử lý Corona được tính theo công thức:
P = D x CB x v
D: lượng xử lý corona [W x phút/m2].
P: công suất phát điện [W].
CB: Khổ rộng xử lý corona [m].
v: tốc độ màng [m/phút].
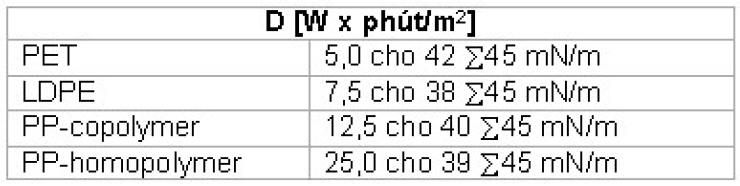
Bảng 3: Bảng tham khảo lượng xử lý corona thực hiện trên các loại vật liệu
Đối với các loại vật liệu có năng lượng bề mặt cao thì lượng xử lý corona (D) cho ra là thấp (PET – 5W x phút/m2) có thể thấy vẫn xử lý được nhưng hiệu quả và tính ổn định không cao do năng lượng sau khi xử lý đưa lên không được nhiều.
Những loại vật liệu có mức năng lượng thấp như PP và PE sẽ dễ có thể kéo lên mức năng lượng cao hơn do các loại vật liệu như PP, PE có cấu trúc hóa học và mạch đơn giản, dễ bị bẻ gãy hơn so với các loại vật liệu khác nên dễ xử lý hơn.
Hình 5: Công thức của PP (bên trái) và PE (bên phải)
+ Plasma
Các loại vật liệu sử dụng: PS ,PET, PVC
Đối với các loại vật liệu có mức năng lượng cao (khả năng nâng mức năng lượng bề mặt lên cao khó) do cấu trúc hóa học bền vững khó bị phá vỡ thì sẽ sử dụng phương pháp Plasma.
Hình 6: Cấu trúc hóa học của PS (bên trái) và PET (bên phải)
Đối với PS mặc dù mức năng lượng bề mặt không quá cao nhưng cấu trúc hóa học khó bị phá vỡ.
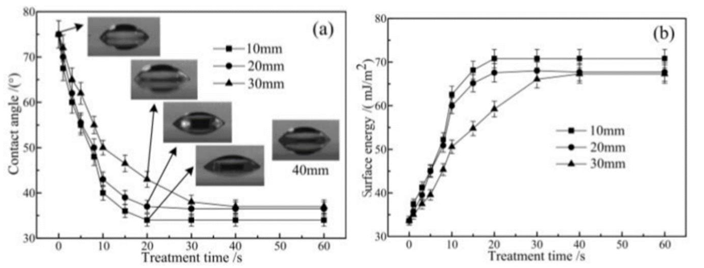
Bảng 4: Sự thay đổi góc thấm ướt (a) năng lượng bề mặt (b) trên vật liệu PET với thời gian xử lý và 3 khoảng cách xử lý khác nhau với công suất 3.503 w/cm3
Bảng 4 cho thấy sự thay đổi góc thấm ướt trên bề mặt vật liệu PET theo thời gian ở 3 khoảng cách xử lý khác nhau. Năng lượng bề mặt PET được tính toán với các góc thấm ướt tương ứng. Vật liệu PET khi chưa xử lý có năng lượng bề mặt là 31.3 mJ/m2. Sau cùng khoảng thời gian xử lý thì góc thấm ướt sẽ thay đổi khác nhau với 3 khoảng cách xử lý khác nhau. Vật liệu càng gần hệ thống xử lý plasma thì góc thấm ướt sẽ thay đổi nhanh hơn và năng lượng bề mặt của PET cũng gia tăng. Khi thời gian xử lý đến 1 giới hạn nhất định thì năng lượng bề mặt cũng như góc thấm ướt cũng sẽ không còn thay đổi. Sau 10s xử lý plasma, góc thấm ướt trên bề mặt vật liệu PET giảm từ 85o xuống còn 39.5o, 42.4o và 50o, năng lượng bề mặt cũng được gia tăng từ 31.3 tăng lên 50.1, 59.8, 63.4 mJ/m2 tương ứng theo các khoảng cách xử lý 10, 20, 30mm. Nói cách khác, khi cùng một công suất xử lý mà muốn tăng năng lượng bề mặt với một thời gian ngắn thì ta cần giảm khoảng cách xử lý vật liệu.
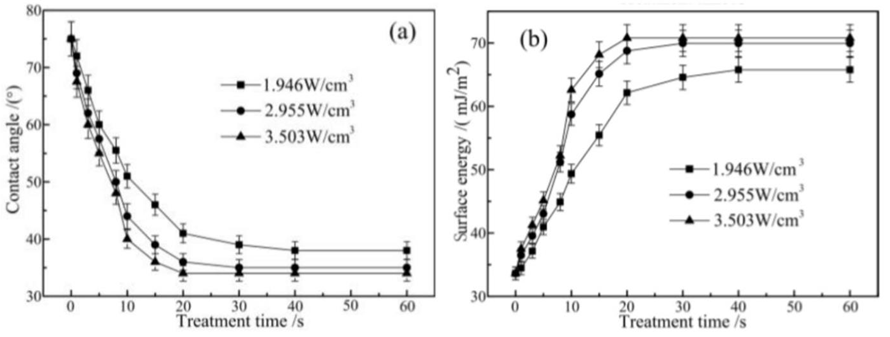
Bảng 5: Sự thay đổi góc thấm ướt (a), năng lượng bề mặt (b) trên vật liệu PET với thời gian xử lý và 3 công suất Plasma khác nhau cùng một khoảng cách xử lý là 10mm
Ngoài ra, nếu vẫn giữ nguyên khoảng cách xử lý mà vẫn muốn giảm thời gian xử lý vật liệu thì ta còn có thể tăng công suất xử lý của tia plasma.
Plasma sẽ tốt hơn nếu yêu cầu xử lý với các loại màng dày.
Plasma sẽ bị giới hạn trong in công nghiệp vì giá thành và công suất không cao bằng phương pháp Corona.
+ Tráng phủ Primer
Các loại vật liệu sử dụng: ứng dụng được hầu hết các loại vật liệu (nên sử dụng cho các loại vật liệu có năng lượng cao, khó xử lý như PET, PVC)
Tuy nhiên nhằm đảm bảo năng lượng bề mặt được ổn định, Primer là lựa phù hợp vì bản thân vật liệu với năng lượng cao sau khi xử lý sẽ có mức năng lượng cao hơn (dễ gây mất ổn định) nên Primer là một sự lựa chọn tốt với các thế mạnh:
- Cái thiện khả năng bám dính của mực tốt và áp dụng được trên nhiều loại vật liệu khác nhau
- Giúp tăng chất lượng, màu sắc của in ấn
- Primer đa dạng, ứng dụng được trong in ấn trong việc in lót, tạo hiệu ứng
- Tăng độ bền bám dính của mực
- Thời gian sử dụng được lâu hơn so với Corona và Plasma
Mặt hạn chế của phương pháp Primer sẽ nằm ở giá thành bị phụ thuộc vào loại primer sử dụng nhưng chất lượng tốt.
Và đối với một số loại vật liệu khó in thì cần phải xử lý Corona trước khi tráng để lớp Primer có thể bám lên bề mặt.
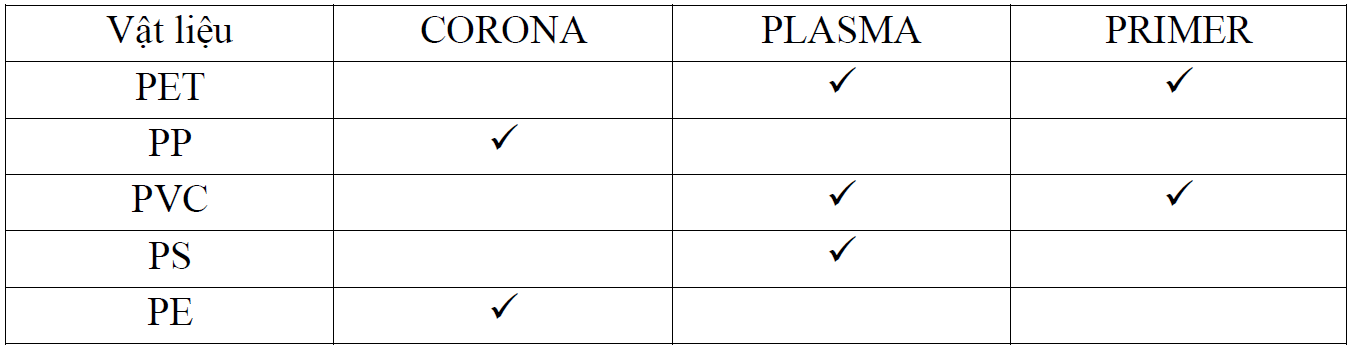
Bảng 6: Bảng kiến nghị các phương pháp xử lý cho từng loại vật liệu
(Xem chi tiết ở đây: https://prima.vn/phuong-phap-xu-ly-be-mat/)
5. Tiêu chí kiểm tra và đánh giá:
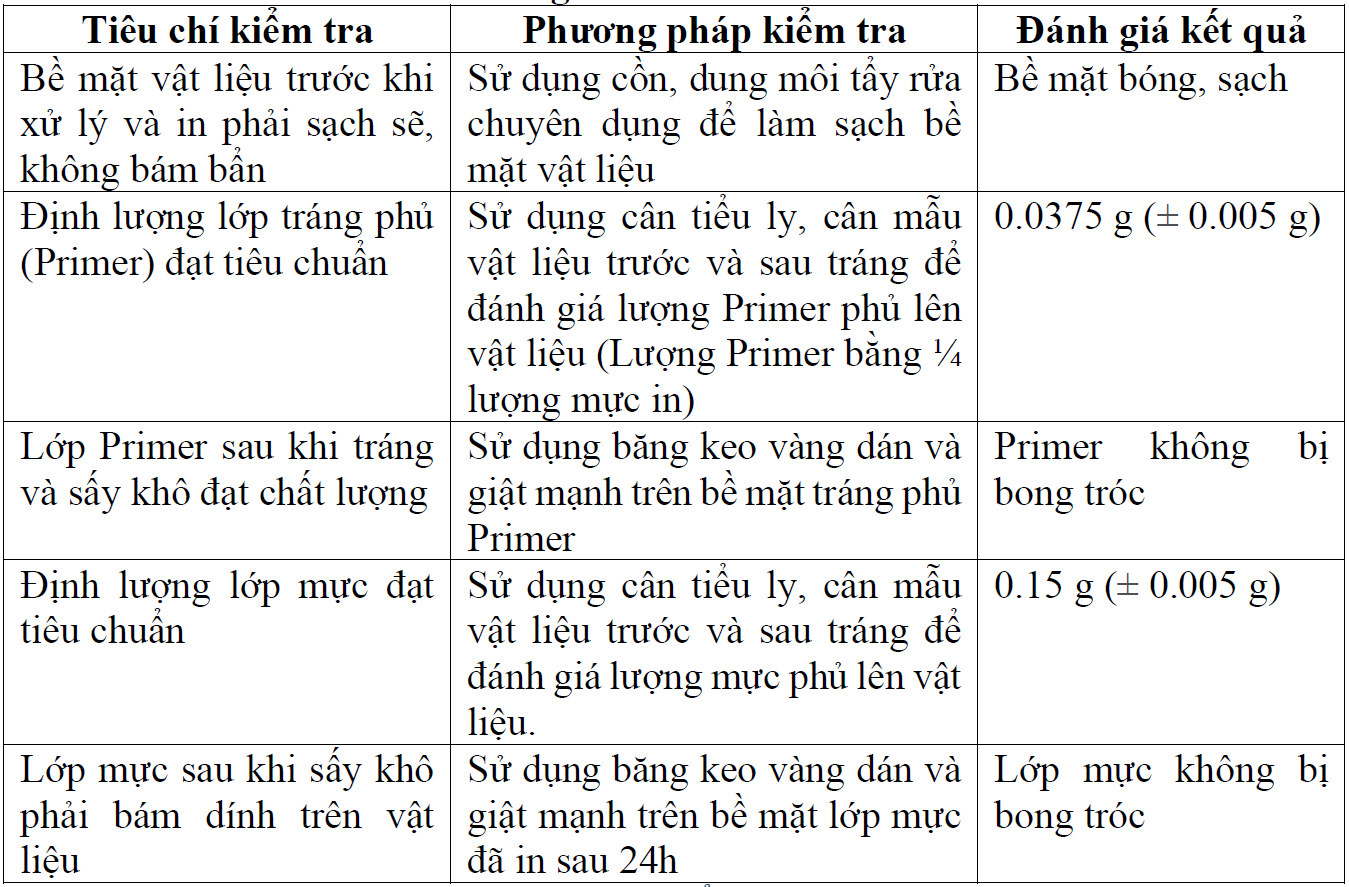
Bảng 7: Tiêu chí kiểm tra và đánh giá