Đo khả năng chồng màu mực (Ink trapping) là một tiêu chí quan trọng trong việc kiểm soát chất lượng. Thông số này cũng cho phép đánh giá khả năng truyền mực và tính ổn định của hệ thống in, cũng được quy định trong các tiêu chuẩn của ngành In. Prima.vn xin giới thiệu với bạn đọc những vấn đề cơ bản của Trapping, bao gồm công thức, cách đo, và một số tính chất của nó. Như sự tiếp nối của bài đăng trước (phân tích thứ tự in chồng màu – https://prima.vn/phan-tich-thu-tu-in-chong-mau-doi-voi-may-in-offset-nhieu-mau/)
Hiện tượng Trapping (tỷ lệ chấp nhận mực) xảy ra khi in chồng nhiều màu mực lên nhau: lớp mực in sau có tỷ lệ truyền thấp hơn lớp mực trước được truyền trên nền giấy trắng. Tỷ lệ này được biểu thị dưới dạng phần trăm Trapping, trong đó 100% tương ứng với lượng mực được chuyển vào nền của trắng của giấy. Giá trị Trapping thường nhỏ hơn 100%, đặc biệt là với in ướt chồng ướt, thường tỷ lệ trapping thấp hơn 70%.
Cách đo
Giá trị Trapping do phản xạ màu từ máy đo mật độ, vốn không phải là phép đo tuyệt đối, nhưng phụ thuộc rất lớn vào đặc tính của kính lọc màu thực tế được sử dụng. Một bộ ba phép đo phải được thực hiện bằng cách sử dụng bộ lọc của màu in thứ hai, và luôn tuân theo trình tự:
- Đo mật độ tông nguyên màu in đầu tiên (D1)
- Đo mật độ tông nguyên màu in thứ hai (D2)
- Đo mật độ tông nguyên vùng chồng của hai màu (D12)
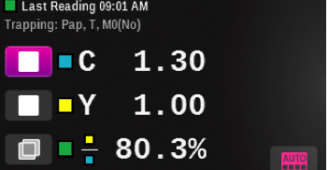
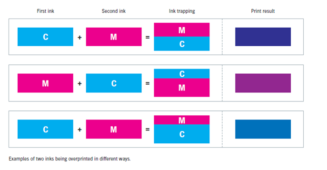
Ví dụ In chồng hai màu C + M; màu chồng (overprint) của hai mày này là Blue. Thứ tự đo
- Mật độ tông nguyên của Cyan (D1)
- Mật độ Tông nguyên của Magenta (D2)
- Mật độ tông nguyên của M + C = Blue (D12)
Kính lọc dùng cho tất cả các phép đo: Kính lọc màu magenta.
Giá trị Trapping cũng có thể được xác định bằng cách cân số lượng mực được truyền thực tế (1). Tuy nhiên, ngay cả cách tiếp cận trọng lượng này cũng không thể đo lường tuyệt đối. Nghiên cứu gần đây đã chỉ ra, Ink Trapping không chỉ phụ thuộc vào số lượng mực được truyền mà còn dựa trên sự phân phối (sprea-ding) của màu in thứ hai.
Quan trọng hơn, trong việc kiểm soát hoạt động in – các giá trị trapping sẽ thay đổi trong quá trình in sản lượng. Trapping cần được đo lường như bất cứ những yếu tố chính khác (chẳng hạn như dung dịch làm ẩm, Cao su, áp lực in, mực in hoặc bản in) làm ảnh hưởng đến chất lượng. So sánh giá trị trước và sau đó để thấy rõ ràng, liệu sự thay đổi làm cho trapping tốt hơn hoặc tệ hơn. Những thay đổi của trapping ảnh hưởng đến màu sắc của sản phẩm in đáng kể, vì thế nên được theo dõi cẩn thận.
Phương pháp đo và các yếu tố kiểm soát
Thực tế là không thể đo chính xác tuyệt đối giá trị trapping, do đó đã dẫn đến sự phát triển của nhiều phương pháp đo lường, mỗi phương pháp đều có ưu điểm và nhược điểm. Tất cả các máy đo hiện có trên thị trường đều hỗ trợ cho ba phương pháp:
- Phương pháp của Preucil.
- Phương pháp của GS A. Ritz.
- Phương pháp của Felix Brunner.
Trong việc xác định Trapping, Các phần tử cần đo và kiểm soát, bao gồm
- các ô tông nguyên C, M, Y
- các ô chồng màu: C + M; M + Y và C + Y
Các dải thang màu kiểm soát được cung cấp bởi các hãng máy in, hoặc được tạo ra từ các phần mềm như Presssign hay Expresso của TechKon. Tạo điều kiện thuận lợi cho việc xác định Trapping với các ô cần thiết được đặt cùng nhau và theo trình tự thích hợp.
Ba phương pháp này (Preucil, Ritz, Brunner) yêu cầu các phần tử kiểm soát và đo lường giống nhau, cùng chung một trình tự. Các phương pháp khác nhau về công thức, đều sử dụng D1, D2 và D12 để tính toán Trapping từ các phép đo.
Phương pháp Preucil
Phương pháp này là một trong những phương pháp phổ biến nhất được sử dụng. Nếu như giá trị Trapping được trích dẫn mà không chỉ định phương pháp, thì có thể mặc định rằng các giá trị đó được tính dựa trên phương pháp Preucil.
Công thức Preucil:

Kết quả của công thức này là một mối tương quan tuyến tính, do đó đơn giản hóa tương quan giữa giá trị Traping và giá trị mật độ của màu chồng (op) D12. Kết quả này chịu ảnh hưởng từ đặc tính của kính lọc, giá trị Trapping đo được từ các kết hợp màu sắc khác nhau có thể khác nhau, đây là nhược điểm của công thức này. Khi đo màu kết hợp M + Y, ví dụ: kính lọc blue, hiển thị các giá trị mật độ cao D1 cho màu M. Với kết quả đó, giá trị Trapping gần 100% là không bao giờ đạt được.
Phương pháp của GS A.Ritz
Phương pháp này dựa trên giả định rằng sự khác biệt giá trị Trapping không phải do số lượng mực đã truyền, mà do sự dàn trải không đồng đều của lớp mực in màu thứ hai. Kiểm tra cho thấy rằng mực in thứ hai bị dàn trải không đồng đều, có khuynh hướng tạo thành giọt. Giá trị trapping tính bằng phương pháp này đôi khi được gọi là “pearl factor”.

Hình: phân bố dạng giọt của lớp mực thứ 2 trên lớp mực thứ 1.
Tình trạng của lớp mực thứ hai có cấu trúc tương tự như một lớp mực là tập hợp của các đốm mực, các đốm mực này giống như các điểm tram (screen) phân bố trên bề mặt của lớp mực in thứ nhất. Có thể được mô tả bằng công thức Murray-Davies đã được sửa đổi.
Công thức Ritz:

Phương pháp này có ba ưu điểm quan trọng:
- Có thể so sánh trapping của proof, mẫu in thử và in sản lượng và hệ thống hóa kết quả.
- Điều này cũng đúng với các kết quả đo trên các loại giấy khác nhau.
- Ngay cả ở phạm vi vùng cực trị (xung quanh 0% và 100% trapping), phương pháp này cung cấp kết quả hợp lý. Trong phạm vi được quan tâm nhất (85% đến 100%), kết quả đo là sự khác biệt hoàn toàn.
Phương pháp của Brunner
Phương pháp này, giống như của Ritz, cũng sử dụng Công thức Murray-Davies.
Công thức Brunner:
Phương pháp của Brunner cũng làm giảm ảnh hưởng các đặc tính của kính lọc đến kết quả đo được. Nhược điểm của phương pháp này là giá trị Trapping rất cao, kết quả của giá trị D12 lớn hơn hơn D1 và D2, và do đó, không phân biệt được sự khác biệt.
Biểu đồ so sánh

Hình 2: Biểu đồ so sánh các công thức
Brunner cho giá trị trapping cao, khó phân biệt sự khác biệt. Preucil tuyến tính, tăng và giảm đồng biến giữa D1, D2 và D12. và Ritz biến thiên theo đường cong cho kết quả đo hợp lý khi có sự phân biết rõ ràng.
Tóm tắt
Nhìn chung, chúng ta thấy rằng, mỗi công thức trong số ba công thức đều hữu ích theo các cách khác nhau. Và được tích hợp trong hầu hết các máy đo có bán trên thị trường. Đa số thợ in chỉ sử dụng Preucil. Công thức của Preucil được đặt mặc định trong các máy đo mật độ/màu, vì tính đơn giản. Còn của Ritz và Brunner được sử dụng cho các mục đích riêng biệt.
(1). chúng tôi sẽ đề cập ở bài sau.